



Professzionális gyártóként a Bordersun kiváló minőségű fém gyors prototípusgyártási eljárást szeretne biztosítani Önnek. És a legjobb értékesítés utáni szolgáltatást és időben történő szállítást kínáljuk Önnek.
Fém gyors prototípuskészítési folyamat
A fém gyorsprototípus-készítés, más néven gyors fémprototípus-készítés vagy fém alkatrészek gyors prototípus-készítése, a fém prototípusok additív gyártási technológiák segítségével történő gyors és hatékony előállításának folyamatára utal. Ezek a technológiák lehetővé teszik összetett geometriák és funkcionális fémrészek létrehozását hagyományos megmunkálási vagy szerszámozási eljárások nélkül.
Számos fém gyors prototípus-készítési eljárás áll rendelkezésre, mindegyiknek megvannak a maga előnyei és szempontjai. Íme néhány gyakran használt módszer:
1. Közvetlen fémlézeres szinterezés (DMLS): A DMLS nagy teljesítményű lézert használ a fémpor részecskék szelektív olvasztására, rétegről rétegre a kívánt fémrész létrehozásához. Nagy pontosságot, jó felületkezelést és összetett formák előállítását kínálja. A DMLS-ben általánosan használt anyagok közé tartozik a rozsdamentes acél, a titán, az alumínium és a kobalt-króm.
2. Szelektív lézerolvasztás (SLM): Az SLM hasonló a DMLS-hez, de a fémpor teljes megolvasztását foglalja magában, nem pedig szinterelést. Ez egy sűrűbb részt eredményez, jobb mechanikai tulajdonságokkal. Az SLM-et gyakran használják olyan anyagokkal, mint a titán, alumínium és nikkelötvözetek.
3. Elektronsugaras olvasztás (EBM): Az EBM elektronsugarat használ a fémpor megolvasztására és a kívánt alkatrész létrehozására. Nagy építési sebességet kínál, és olyan anyagokat képes feldolgozni, mint a titán és a kobalt-króm. Az EBM különösen alkalmas nagyméretű alkatrészekhez.
4. Kötőanyag-fúvósítás: Ebben az eljárásban folyékony kötőanyagot szelektíven leraknak a fémporrétegekre, és megkötik őket. Miután az alkatrész teljesen kinyomtatott, egy másodlagos folyamaton megy keresztül, például szinterezésen vagy beszivárgáson, hogy elérje végső szilárdságát. A kötőanyag-fúvóka különféle fémekkel használható, beleértve a rozsdamentes acélt, a bronzot és a szerszámacélt.
CNC megmunkálási alumínium prototípus
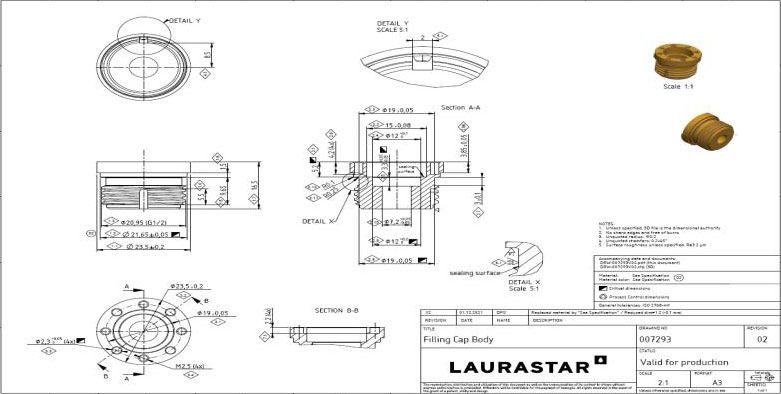
Alacsony sűrűsége, könnyű súlya, jó merevsége és könnyű megmunkálhatósága miatt az alumínium a nagy pontosságú alkatrészek, szerelvények és szerelvények első számú anyagává válik. A CNC megmunkálású alumínium prototípust széles körben használják kézi modellekhez a repülés, légi közlekedés, autóipar, orvosi és háztartási készülékek területén.

A CNC megmunkálású alumínium prototípus alapértelmezett mérettűrése ±0,1 mm között van. Ha az ügyfelek 0,1 mm-nél kisebb tűréshatárt igényelnek, 2D fájlokat kell megadni PDF, DWG vagy DXF formátumban. Annak érdekében, hogy a kapott prototípus mérete és pontossága pontos legyen, a Bordersun teljes körű mérési jelentéseket készít a prototípus 10 alkatrészéről.
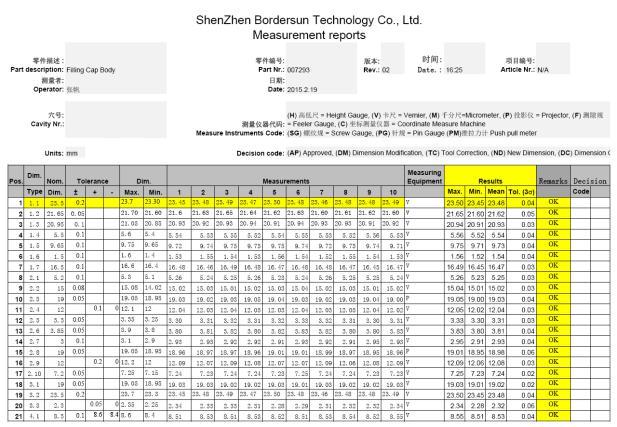
(Mérési jelentés) (4-2)
A megfelelő elektrolit, adott folyamat és elektromos áram hatására az alumíniumötvözet felülete oxidációs filmet hoz létre. A fólia védő és dekoratív. A CNC megmunkáló alumínium prototípus anódos oxidációs felületkezelése bőséges, és minden szín elkészíthető.

Oxidált színezés után a CNC megmunkálású alumínium prototípust le kell zárni. A mikropórusok lezárása, hogy a festékmolekula ne folyjon le, és a felület funkciója, díszítése védhető. A koloriméter hiánya miatt a kis műhely a Pantone összehasonlításával vizuálisan ítéli meg, ami tévedéshez és a vásárlók elégedetlenségéhez vezethet. Ennek fő oka az, hogy a szemcseszórás nem egyenletesen oszlik el, és az anódos oxidáció után két különböző felületet eredményez.








